JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Produttori di macchine livellatrici idrauliche
-


Livellatrice idraulica di precisione servo a piastra sottile serie 30
-

Livellatrice idraulica di precisione per impieghi gravosi serie 40
-
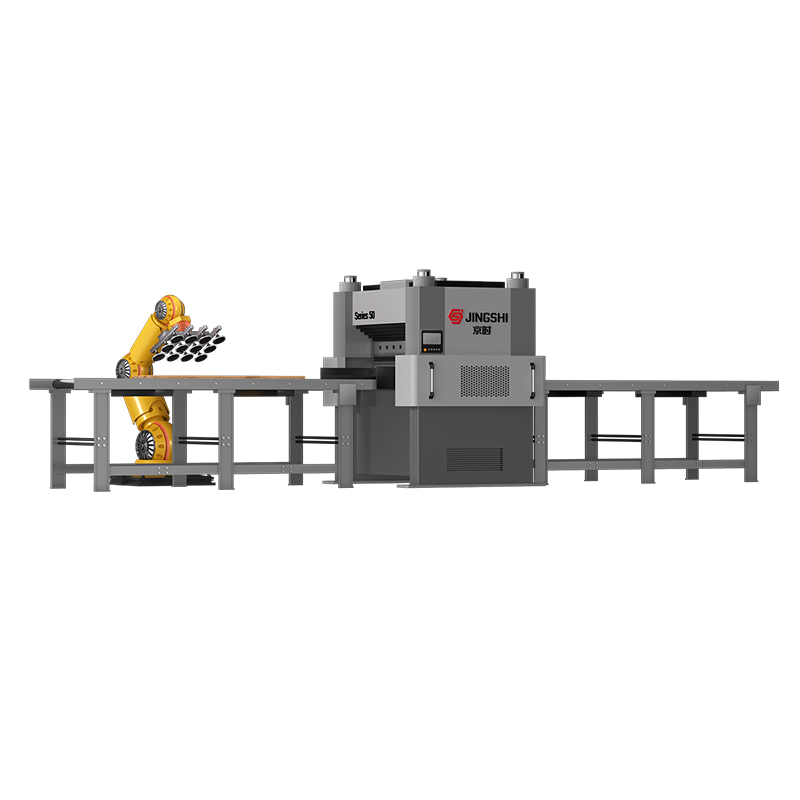
Livellatrice idraulica di precisione intelligente a quattro colonne serie 50
-

Livellatrice idraulica ad alta efficienza per piastre spesse serie 60
-

Livellatrice idraulica ad alta precisione con piastre per carichi pesanti serie 80
-

Macchina livellatrice idraulica di precisione per pezzi di grandi dimensioni serie 100
Le macchine livellatrici idrauliche utilizzano la trasmissione idraulica come fonte di energia principale e sono dotate di più set di rulli livellatori sfalsati (inclusi rulli di lavoro, rulli intermedi e rulli di supporto). Controllando con precisione la forza di pressatura ed il numero di cicli di piegatura, la lamiera subisce una deformazione alternata “elastico-plastica”, raggiungendo infine i requisiti di planarità prefissati. Questa attrezzatura specializzata può lavorare vari materiali metallici (alluminio, rame, acciaio, leghe di titanio, ecc.) con spessori che vanno da 0,1 mm (lamina di rame ultrasottile) a 60 mm (piastre spesse in lega speciale).
Chi siamo
Suzhou JingShi Intelligent Equipment Co., Ltd.
Fondata nel 2016 e con sede a Suzhou, Cina, Suzhou JingShi Intelligent Equipment Co., Ltd. è un'impresa high-tech integrata che combina ricerca, produzione e commercio. Siamo specializzati in macchine livellatrici idrauliche di precisione e sistemi di linee di produzione intelligenti, Macchina livellatrice idraulica di precisione personalizzata, impegnati a fornire soluzioni di finitura della lamiera ad alta precisione, alta efficienza e alta stabilità ai produttori globali.
In qualità di Produttori di macchine livellatrici idrauliche e Fornitori di macchine livellatrici di precisione in Cina, le nostre attrezzature sono ampiamente utilizzate in parti automobilistiche, lamiera di precisione, componenti per ascensori, macchinari agricoli, lame per seghe, stampaggio di precisione, produzione di profilati e applicazioni elettriche. Attraverso l'innovazione continua e l'eccellenza tecnica, JingShi è diventato un partner fidato per i produttori di tutto il mondo.
In qualità di Produttori di macchine livellatrici idrauliche e Fornitori di macchine livellatrici di precisione in Cina, le nostre attrezzature sono ampiamente utilizzate in parti automobilistiche, lamiera di precisione, componenti per ascensori, macchinari agricoli, lame per seghe, stampaggio di precisione, produzione di profilati e applicazioni elettriche. Attraverso l'innovazione continua e l'eccellenza tecnica, JingShi è diventato un partner fidato per i produttori di tutto il mondo.
Feedback del messaggio
Certificato d'onore




Rimani connesso, approfondimenti & Innovazione da JingShi
-

 Novità del settore
Novità del settore
 2026.07.08
1. Introduzione ai dispositivi di sollevamento pannelli Ogni anno, i produttori perdono migliaia di ore a causa della lenta movimentazione manuale dei pannelli. Un sing...
2026.07.08
1. Introduzione ai dispositivi di sollevamento pannelli Ogni anno, i produttori perdono migliaia di ore a causa della lenta movimentazione manuale dei pannelli. Un sing... -
Novità del settore
2026.06.05
Perché il livellamento della lamiera è importante: il costo nascosto delle parti non piatte Un foglio di acciaio calibro 14 di 4×8 piedi esce dal laser cutter con un&#x...
-
Novità del settore
2026.05.11
Cosa rende "precisa" una livellatrice per piastre? Una livellatrice a rulli standard raddrizza il metallo facendolo passare attraverso una serie di rulli sfalsati: effi...
-
Novità del settore
2026.05.07
Attacca una ventosa a una finestra di vetro e resiste per mesi. Premi la stessa tazza contro una tavola di legno grezzo e scivolerà via in pochi secondi. La differenza non è ...
Conoscenza del settore
Come diametro e passo dei rulli determinano la “finestra lavorabile”
Gli acquirenti spesso si concentrano sull'intervallo di spessori nominali, ma il limite pratico è stabilito dalla relazione tra diametro del rullo, passo del rullo (interasse) e carico di snervamento del materiale. I rulli di lavoro più piccoli e il passo più stretto aumentano la frequenza di piegatura, contribuendo a eliminare i difetti delle onde corte; i diametri maggiori aumentano la capacità di carico e riducono il rischio di marcatura superficiale sulle leghe più morbide.
Cosa controllare quando si confrontano i preventivi delle macchine
- Diametro e passo del rullo di lavoro: più piccolo/più stretto generalmente migliora la correzione delle onde corte, ma aumenta la pressione di contatto.
- Metodo di regolazione del rullo intermedio/di supporto: il metodo meccanico o quello idraulico influiscono sulla capacità della macchina di mantenere il controllo della corona sotto carico.
- Rigidità del telaio e design dei tiranti: la rigidità è un fattore nascosto di ripetibilità durante la lavorazione dell'acciaio ad alta resistenza.
- Strategia di protezione della superficie: per alluminio/rame, chiedere informazioni sulla finitura del rullo e sulle disposizioni per la pulizia per ridurre al minimo la raccolta.
Se condividi i tuoi tipici gradi di lega e le lunghezze d'onda dei difetti, possiamo pre-abbinare la configurazione dei rulli al vostro reale spettro di difetti piuttosto che fare affidamento su etichette generiche di “intervallo di spessore”.
La planarità non è una metrica: specifica cosa misurerai e come
“Piatto” può significare cose diverse a seconda che il processo a valle sia stampaggio, taglio laser o assemblaggio di precisione. Le specifiche di approvvigionamento dovrebbero definire il metodo di misurazione (rigore, ottico, riferimento del livello di tensione, campionamento CMM), la lunghezza di campionamento e il tipo di difetto che stai controllando (onda del bordo, fibbia centrale, set di bobine, balestra).
| Elemento di specificazione | Perché è importante | Esempio pratico |
|---|---|---|
| Lunghezza/griglia di campionamento | Il campionamento breve nasconde i difetti delle onde lunghe; il campionamento lungo nasconde le increspature delle onde corte. | Misura oltre 1 m per piastra; griglia più stretta per fogli di precisione. |
| Denominazione del tipo di difetto | Difetti diversi richiedono una strategia rullo/passo diversa. | L'onda del bordo e la fibbia centrale richiedono un controllo della corona diverso. |
| Condizione di tensione | Il materiale può apparire più piatto sotto tensione che allo stato libero. | Definire la planarità allo "stato libero" dopo lo scarico. |
| Temperatura/stato di lubrificazione | La crescita termica e la lubrificazione modificano l'attrito e il ritorno elastico. | Verificare la ripetibilità a una temperatura della linea stabile. |
Per gli acquirenti ad alta precisione, la chiave è allineare i test di accettazione con la vostra effettiva sensibilità a valle; il miglior risultato di livellamento è quello che puoi verificare in modo coerente .
Forza di pressatura vs cicli di piegatura: come evitare “piatto oggi, deformato domani”
Le livellatrici idrauliche raggiungono la planarità attraverso un'alternanza di deformazione elasto-plastica. Due leve dominano: (1) la distribuzione della forza di pressatura sul set di rulli e (2) il numero di cicli di piegatura effettivi. Una forza eccessiva per “forzare la planarità” può accumulare stress residuo e portare a successive distorsioni dopo il taglio, la saldatura o l’apporto di calore.
Guida costruttiva agli appalti
- Richiedi finestre di impostazione dimostrate: non una ricetta, ma la gamma stabile di forza e penetrazione che mantiene la planarità.
- Verificare la "stabilità post-processo": tagliare i coupon e ricontrollare la planarità dopo il taglio/taglio laser per esporre problemi di stress residuo.
- Confermare il supporto multizona: i rulli intermedi/di supporto dovrebbero aiutare a distribuire il carico e ridurre la flessione eccessiva locale.
Nella nostra pratica di messa in servizio, i programmi più ripetibili si basano su penetrazione moderata con cicli di piegatura sufficienti , non la forza massima.
Il controllo idraulico a circuito chiuso è il vero elemento di differenziazione in termini di ripetibilità
La trasmissione idraulica è potente, ma ciò che gli acquirenti dovrebbero valutare è l'architettura di controllo: il controllo della pressione da solo non è la stessa cosa del controllo a circuito chiuso di forza/posizione nei punti di livellamento. La deriva, la temperatura dell'olio e la risposta della valvola influenzano la coerenza quotidiana più del tonnellaggio principale.
Domande che emergono per il controllo della qualità in una richiesta di offerta
- Il sistema controlla lo spazio/penetrazione dei rulli (posizione), la forza del cilindro o solo la pressione idraulica?
- Come viene gestita e compensata la temperatura dell'olio (raffreddamento, messa a punto in base alla viscosità, routine di riscaldamento)?
- Quali sensori vengono utilizzati (trasduttori di pressione, scale lineari, celle di carico) e come vengono calibrati?
- Esiste una gestione delle ricette con parametri legati al materiale per cambi rapidi?
Per la produzione di massa, la ripetibilità è la leva del profitto: il controllo stabile riduce le rilavorazioni e i fermi a valle . È proprio su questo che concentriamo le nostre soluzioni di livellamento idraulico di precisione.
Quando “largo” è più duro di “spesso”: controllo della corona e soppressione delle onde del bordo
I fogli larghi spesso non vengono accettati a causa dell'ondulazione dei bordi o dell'instabilità centrale determinata da sollecitazioni non uniformi su tutta la larghezza. Si tratta meno della forza totale e più del modo in cui la macchina mantiene una flessione costante su tutta la larghezza sotto carico. I rulli intermedi e di supporto esistono per questo motivo: per stabilizzare i rulli di lavoro e gestire il comportamento della corona.
Cosa convalidare per programmi di materiali ampi
- Rapporto larghezza-spessore: rapporti elevati amplificano la sensibilità della corona e richiedono una strategia del rullo di supporto più forte.
- Supporta la suddivisione in zone dei rulli: una maggiore granularità della regolazione migliora la correzione dei problemi dei bordi localizzati.
- Deflessione del telaio sotto carico: richiedi i dati di deflessione in base alla produttività target e alla resistenza del materiale.
Un consiglio pratico: specificare solo lo spessore non è un promemoria sufficiente per il successo del foglio largo ; includere larghezza, carico di snervamento e tipo di difetto nelle specifiche di acquisto.
Accordatura specifica del materiale: alluminio, lamina di rame, acciaio ad alta resistenza e leghe di titanio
Un singolo livellatrici idrauliche di precisione può lavorare molte leghe, ma gli acquirenti all'ingrosso traggono vantaggio dalla pianificazione delle finestre di processo per famiglia di materiali. Le differenze nel comportamento allo snervamento, nel ritorno elastico e nella sensibilità della superficie influiscono direttamente sulla selezione dei rulli, sulla lubrificazione e sui requisiti di pulizia. I livellatori idraulici possono coprire gamme estreme— Da 0,1 mm a 60 mm – ma le pratiche operative non dovrebbero essere trattate come intercambiabili.
Spunti pratici per l'accordatura per famiglia di materiali
- Alluminio: dare priorità alla protezione della superficie e all'attrito stabile; evitare la raccolta con una pulizia disciplinata e una pressione di contatto controllata.
- Foglio di rame/ultrasottile: attenzione alla finitura del rullo, alla gestione della tensione e al controllo delle vibrazioni; piccoli disturbi possono trasmettersi.
- Acciaio ad alta resistenza: dominano la rigidità del telaio e la strategia dei rulli di supporto; verificare che la macchina mantenga le impostazioni sotto carico sostenuto.
- Leghe di titanio: aspettarsi un ritorno elastico più elevato; fare affidamento sulla piegatura multiciclo e sul controllo costante della temperatura per la ripetibilità.
Quando costruiamo programmi per impianti a materiali misti, consigliamo di definire ricette legate ai materiali per mantenere prevedibili i passaggi.
Dati RFQ che impediscono le specifiche inferiori e superiori (e abbreviano la messa in servizio)
Il rischio di approvvigionamento di grandi quantità deriva solitamente dalla mancanza del contesto del processo: i fornitori sovradimensionano una macchina “per sicurezza” o la sottodimensionano in base solo allo spessore. Un pacchetto dati conciso consente una selezione accurata e riduce i tempi di messa in servizio.
| Categoria | Cosa fornire | Perché i venditori ne hanno bisogno |
|---|---|---|
| Definizione del materiale | Lega/grado, intervallo di carico di snervamento, durezza (se disponibile) | Determina il ritorno elastico e l'energia di flessione richiesta |
| Geometria | Gamma di spessore, gamma di larghezza, lunghezza, forma bobina/piastra | Influisce sulla scelta del passo del rullo e sulla strategia corona/supporto |
| Profilo del difetto | Set onda laterale/fibbia centrale/balestra/bobina; lunghezza d'onda del difetto, se nota | Allinea la configurazione dei rulli al problema di planarità reale |
| Risultato obiettivo | Campionamento di accettazione del metodo di misurazione metrico della planarità | Previene controversie sulla commissione e aspettative non corrispondenti |
| Produttività | Velocità della linea, takt time, dimensione del batch, frequenza di cambio | Determina il livello di automazione, la risposta idraulica, la gestione delle ricette |
| Vincoli a valle | Le fasi di taglio/saldatura/pressatura consentivano il rischio di tensioni residue | Guida la strategia “forza vs cicli” per le parti stabili |
Un pacchetto completo di dati RFQ è spesso il modo più rapido per ridurre il costo totale del progetto —non scegliendo la macchina più economica, ma evitando disadattamenti e rilavorazioni.
Manutenzione che protegge la precisione: pulizia dell'olio, usura dei rulli e disciplina della calibrazione
Il livellamento di precisione è sensibile a piccole variazioni di attrito, geometria dei rulli e reattività idraulica. Molti “problemi misteriosi di planarità” sono riconducibili alla contaminazione dell’olio, all’usura graduale dei rulli o alla deriva nei riferimenti di misurazione piuttosto che al concetto stesso di livellamento.
Pratiche preventive che preservano l’accuratezza
- Gestione della pulizia dell'olio: filtrazione e campionamento riducono l'incollamento delle valvole e l'instabilità della forza.
- Ispezione dei rulli: monitora la raccolta superficiale, i micro-pitting e le variazioni di diametro che alterano la penetrazione effettiva.
- Calibrazione del sensore: il feedback di pressione/posizione è affidabile quanto la sua routine di calibrazione.
- Disciplina di pulizia per materiali non ferrosi: impedisce alle particelle incastrate di stampare difetti nella lamiera.
| Intervallo | Oggetto attivo | Perché è importante |
|---|---|---|
| Per turno | Pulizia dei rulli e controllo visivo della superficie | Previene la marcatura e la deriva da attrito legate al pickup |
| Settimanale | Revisione perdite idrauliche/temperatura; pressione differenziale del filtro | Stabilizza la risposta del controllo e riduce il rischio di contaminazione |
| Mensile | Campionamento dell'olio; controlli di integrità del sensore | Rileva la deriva precoce prima che diventi rottame |
| Trimestrale | Verifica della geometria dei rulli; controllo dell'allineamento | Protegge la ripetibilità in caso di operazioni ad alto volume |
Dal punto di vista dell’acquirente, la manutenzione fa parte della capacità di planarità ; dovrebbe essere pianificato insieme ai pezzi di ricambio e alla formazione.
Integrazione di una livellatrice di precisione in una linea di produzione intelligente
Per la produzione di massa, la livellatrice raramente è indipendente. Il ROI migliore si ottiene quando il programma di livellamento, il monitoraggio del materiale e le apparecchiature a valle (aspo, alimentatore, cesoia, impilamento, ispezione) condividono i dati. È qui che i sistemi di linea intelligenti riducono la variabilità e la dipendenza dall'operatore.
Dettagli di integrazione che gli acquirenti devono specificare
- Trasferimento della ricetta: l'ID del materiale attiva automaticamente i parametri di livellamento per ridurre i tempi di configurazione.
- Stabilità della tensione a monte: il controllo dello svolgitore/alimentatore influisce sulla planarità apparente e sulla ripetibilità.
- Ciclo di ispezione a valle: collega il feedback sulla misurazione della planarità al perfezionamento del programma (ove applicabile).
- Registrazione dati: memorizza i parametri chiave (forza/posizione, velocità, temperatura) per tracciare i difetti e ridurre gli scarti.
In qualità di produttore integrato di livellatrici idrauliche di precisione e sistemi di linea, progettiamo le interfacce in modo che i guadagni in termini di throughput siano reali, non teorici .
L'integrità della superficie è importante: previene segni di rulli, impurità e micrograffi
Gli acquirenti all'ingrosso di componenti automobilistici, componenti per ascensori e finiture di precisione di lamiere spesso rifiutano il materiale non per la planarità, ma per i difetti superficiali introdotti durante il livellamento. Le cause principali sono solitamente la contaminazione (particelle incastrate), una disciplina di pulizia insufficiente, condizioni inadeguate della superficie del rullo o un'eccessiva pressione di contatto localizzata.
Controlli pratici che riducono gli scarti legati alla superficie
- Definisci gli obiettivi di rugosità superficiale e finitura consentiti per i rulli di lavoro per le tue leghe sensibili.
- Implementare la pulizia graduale: pulizia periodica del rullo con un panno/spazzola a monte per prevenire l'accumulo di materiale di raccolta.
- Controllare la pressione di contatto: preferire impostazioni che raggiungano la planarità senza “penetrazione eccessiva” quando la superficie è critica.
- Piano per la movimentazione di materiali non ferrosi: alluminio e rame richiedono un controllo della contaminazione più rigoroso rispetto alla lavorazione generale dell'acciaio.
Nei test di accettazione, includere sia i criteri di planarità che quelli di superficie in modo che la linea venga convalidata parti utilizzabili, non solo "lenzuola piatte" .
Contattaci
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Copyright © 2025 di Suzhou JingShi Intelligent Equipment Co., Ltd. Tutti i diritti riservati. Fornitori di macchine livellatrici di precisione
