JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Produttori di macchine livellatrici idrauliche di precisione
-


Livellatrice idraulica di precisione servo a piastra sottile serie 30
-

Livellatrice idraulica di precisione per impieghi gravosi serie 40
-
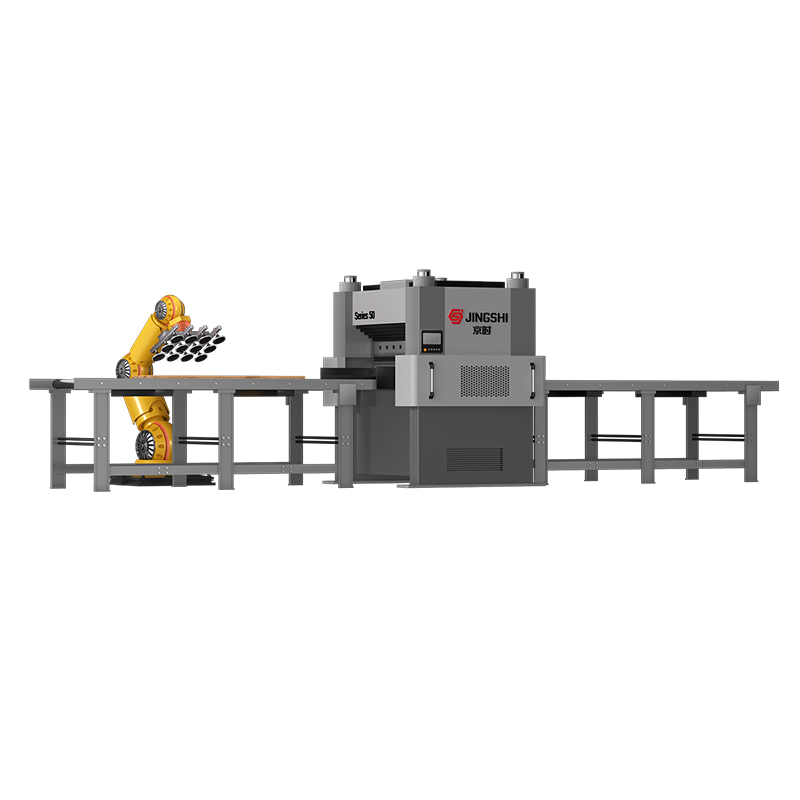
Livellatrice idraulica di precisione intelligente a quattro colonne serie 50
-

Livellatrice idraulica ad alta efficienza per piastre spesse serie 60
-

Livellatrice idraulica ad alta precisione con piastre per carichi pesanti serie 80
-

Macchina livellatrice idraulica di precisione per pezzi di grandi dimensioni serie 100
-

Manipolatore servoassistito fisso
-

Manipolatore mobile servoassistito
-

Manipolatore servoassistito sospeso
-

Gru mobile a braccio pieghevole
-

Gru a braccio pieghevole fissa
-

Gru a bandiera fissa
Chi siamo
Suzhou JingShi Intelligent Equipment Co., Ltd.
Fondata nel 2016 e con sede a Suzhou, Cina, Suzhou JingShi Intelligent Equipment Co., Ltd. è un'impresa high-tech integrata che combina ricerca, produzione e commercio. Siamo specializzati in macchine livellatrici idrauliche di precisione e sistemi di linee di produzione intelligenti, Livellatrice a rulli personalizzata, impegnati a fornire soluzioni di finitura della lamiera ad alta precisione, alta efficienza e alta stabilità ai produttori globali.
In qualità di Fornitori di livellatrici a rulli idrauliche e Azienda di macchine livellatrici idrauliche di precisione in Cina, le nostre attrezzature sono ampiamente utilizzate in parti automobilistiche, lamiera di precisione, componenti per ascensori, macchinari agricoli, lame per seghe, stampaggio di precisione, produzione di profilati e applicazioni elettriche. Attraverso l'innovazione continua e l'eccellenza tecnica, JingShi è diventato un partner fidato per i produttori di tutto il mondo.
In qualità di Fornitori di livellatrici a rulli idrauliche e Azienda di macchine livellatrici idrauliche di precisione in Cina, le nostre attrezzature sono ampiamente utilizzate in parti automobilistiche, lamiera di precisione, componenti per ascensori, macchinari agricoli, lame per seghe, stampaggio di precisione, produzione di profilati e applicazioni elettriche. Attraverso l'innovazione continua e l'eccellenza tecnica, JingShi è diventato un partner fidato per i produttori di tutto il mondo.
Feedback del messaggio
Certificato d'onore




Rimani connesso, approfondimenti & Innovazione da JingShi
-

 Novità del settore
Novità del settore
 2026.07.08
1. Introduzione ai dispositivi di sollevamento pannelli Ogni anno, i produttori perdono migliaia di ore a causa della lenta movimentazione manuale dei pannelli. Un sing...
2026.07.08
1. Introduzione ai dispositivi di sollevamento pannelli Ogni anno, i produttori perdono migliaia di ore a causa della lenta movimentazione manuale dei pannelli. Un sing... -
Novità del settore
2026.06.05
Perché il livellamento della lamiera è importante: il costo nascosto delle parti non piatte Un foglio di acciaio calibro 14 di 4×8 piedi esce dal laser cutter con un&#x...
-
Novità del settore
2026.05.11
Cosa rende "precisa" una livellatrice per piastre? Una livellatrice a rulli standard raddrizza il metallo facendolo passare attraverso una serie di rulli sfalsati: effi...
-
Novità del settore
2026.05.07
Attacca una ventosa a una finestra di vetro e resiste per mesi. Premi la stessa tazza contro una tavola di legno grezzo e scivolerà via in pochi secondi. La differenza non è ...
Conoscenza del settore
Come gli acquirenti all'ingrosso dovrebbero specificare la "piattezza" senza creare controversie
Negli appalti livellati, il termine “piatto” è utilizzabile solo quando è misurabile su una lunghezza di riferimento e un metodo di misurazione definiti. L'approccio più sicuro per l'acquisto consiste nel raggruppare tre elementi insieme: lunghezza di riferimento, strumento di misurazione e campionamento di accettazione (per foglio, per bobina, per lotto).
Linguaggio pratico delle specifiche che chiude le lacune
- Definire la lunghezza di riferimento (ad es. 1.000 mm lungo la direzione di avanzamento) e la zona della larghezza di riferimento (bordi centrali).
- Indicare il metodo di misurazione: spessimetro a riga, comparatore da tavolo in granito o sistema di planarità ottica.
- Separare la "forma" dallo "stress": richiedono sia la planarità geometrica che un proxy correlato allo stress (ad esempio, comportamento stabile dopo il taglio laser).
- Aggiungere una clausola di riscaldamento: l'accettazione inizia dopo che la macchina ha raggiunto la temperatura costante ( telaio ad olio stabilizzato ).
Se acquisti pezzi grezzi per stampaggio o laser, assicurati che la planarità sia specificata nello stesso orientamento che il tuo processo a valle “vede” il foglio; in caso contrario, è possibile superare l'ispezione ma fallire nella produzione.
Diametro del rotolo, passo e conteggio dei rulli: la logica di selezione che la maggior parte delle richieste di offerta non trasmettono
A Livellatore idraulico a rulli è fondamentalmente un sistema di piegatura ripetuta controllata. Il diametro e il passo del rullo determinano la curvatura ottenibile e la profondità con cui la deformazione plastica penetra nello spessore. Per gli acquirenti all’ingrosso, il rischio non è la capacità di acquisto insufficiente, ma la geometria non corrispondente allo spessore e al mix di resistenza allo snervamento.
| Modello materiale/spessore | Geometria del rullo preferita | Perché funziona | Rischio tipico in caso di mancata corrispondenza |
|---|---|---|---|
| Miscela di strisce sottili e ad alta resistenza | Diametro più piccolo passo più stretto più rotoli | Aumenta la frequenza di piegatura; riduce la “memoria” | L'onda del bordo persiste; il ritorno elastico ritorna dopo il taglio |
| Piatto medio con ondulazione/balestra | Passo moderato a diametro bilanciato | Buon compromesso tra penetrazione e sicurezza superficiale | La lavorazione eccessiva crea segni di rullo o perdita di spessore |
| Lamiera spessa/pezzi di grandi dimensioni | Diametro maggiore maggiore rigidità del telaio | Sopporta il carico senza che la flessione del telaio sia dominante | La capacità sembra buona sulla carta, la precisione cala sotto carico |
Quando costruiamo una soluzione di livellamento a rulli personalizzata, chiediamo sempre la distribuzione dello spessore (non solo il massimo) perché il "mix giornaliero" è ciò che determina se una livellatrice idraulica di precisione è stabile nella produzione reale.
Dettagli del controllo idraulico che influiscono effettivamente sulla precisione (oltre a "idraulico vs meccanico")
Due macchine possono essere entrambe “idrauliche”, ma comportarsi in modo molto diverso in base alla variazione da bobina a bobina. Ciò che conta per la precisione è la qualità del controllo di forza/posizione, la compensazione della rigidità e il modo in cui il sistema reagisce alle deviazioni del materiale in entrata.
Domande RFQ che rivelano la reale capacità
- La distanza tra i rulli è regolata dal feedback di posizione (scala lineare/LVDT) o dedotta dalla pressione idraulica?
- Il sistema supporta il controllo della forza a circuito chiuso (celle di carico) per una penetrazione costante attraverso le oscillazioni del carico di snervamento?
- Come viene compensata la deflessione del telaio a carico elevato (compensazione algoritmica vs "set-and-hope")?
- Qual è la ripetibilità di una ricetta memorizzata in condizioni di deriva termica (variazioni della viscosità dell'olio)?
Per la produzione di massa, il miglior KPI non è un foglio dimostrativo una tantum: lo è ripetibilità della ricetta su più bobine con variazione realistica della forma in entrata.
Livellamento multizona per Edge Wave e Crossbow: cosa chiedere in anticipo
L'onda del bordo e la balestra sono spesso problemi "distribuiti in larghezza": i bordi e il centro portano con sé storie di stress residuo diverse. Una singola impostazione uniforme del gioco può appiattire il centro lasciando instabilità ai bordi, soprattutto su nastri larghi e qualità ad alta resistenza.
Opzioni costruttive dal lato dell'acquirente
- Regolazione indipendente sinistra-destra (o cilindri segmentati) per correggere l'onda asimmetrica del bordo.
- Maggiore rigidità del telaio e trave superiore guidata per mantenere uniforme lo spazio ad alto tonnellaggio.
- Tabelle di compensazione basate sulla larghezza (ricette che variano in base alla larghezza, non solo allo spessore).
Se la vostra applicazione comprende pezzi grezzi di grandi dimensioni per pannelli di ascensori o parti di automobili, specificare tempestivamente la capacità multizona è solitamente più economico rispetto all'aggiornamento dopo il primo anno di perdita di rendimento.
Protezione della superficie: prevenire i segni dei rulli rimuovendo allo stesso tempo lo stress
Per le applicazioni elettriche e per lamiere di precisione, il rischio commerciale è spesso estetico. Il paradosso è che una migliore riduzione della tensione richiede una penetrazione sufficiente per “lavorare” le fibre, ma un’eccessiva pressione localizzata può imprimere la superficie.
Controlli e caratteristiche hardware che riducono la marcatura
- Specificare gli obiettivi di finitura della superficie del rullo (ad es. Ra ≤ 0,8 μm ) e una durezza del rullo costante in tutto il set.
- Utilizzare un adeguato supporto di entrata/uscita e un corretto allineamento della linea di passaggio per evitare un "carico sul naso" localizzato.
- Richiedono un metodo di pulizia semplice (design con spazzola resistente ai solventi) per materiali oleosi o incrostati.
- Richiedere finestre di processo: il fornitore dovrebbe fornire un intervallo di penetrazione consigliato per famiglia di materiali.
Nelle nostre consegne, preferiamo convalidare il rischio superficiale utilizzando le reali condizioni a monte (olio, pellicola, incrostazioni), perché un foglio di laboratorio perfetto raramente rappresenta la realtà della produzione di massa.
Compatibilità della linea alimentata a bobina: dettagli di integrazione del livellatore che guidano l'OEE
Per gli acquirenti che investono in sistemi di linee di produzione intelligenti, i dettagli di integrazione determinano se il livellatore è un facilitatore della produttività o un collo di bottiglia. Le perdite nascoste più comuni derivano dalla mancata corrispondenza della linea di passaggio, della strategia di controllo del circuito e del comportamento di cambio.
Checklist di integrazione per linee da bobina a pressa o da bobina a laser
- Definizione dell'altezza della linea di passaggio e intervallo di regolazione (allineamento dello svolgitore, dell'alimentatore e dell'attrezzatura a valle).
- Sincronizzazione della velocità e strategia di gestione della tensione (specialmente per nastri sottili e alimentazione ad alta velocità).
- Gestione ricette: impostazioni salvate legate a spessore, qualità, larghezza e planarità target.
- Interblocchi e circuiti di sicurezza (propagazione dell'arresto di emergenza, protezioni, protezione del punto di schiacciamento).
Se la tua attività utilizza più SKU per turno, richiedine la prova passaggio ripetibile – non solo la velocità di livellamento di picco.
Economia del cambiamento: da dove viene effettivamente l’“aggiustamento rapido”
Gli acquirenti all'ingrosso solitamente tengono traccia del costo per pezzo, ma il livellamento delle prestazioni influisce sul costo per cambio. Il tempo che si perde in genere non è nell'esecuzione del foglio, ma nella pulizia, nel reinserimento e nel ritrovare la finestra stabile.
Leve lato acquirente per ridurre i tempi di inattività
- Configurazione basata su ricette con "guard rail" (limiti per impedire agli operatori di penetrare eccessivamente e creare segni).
- Punti di pulizia e ispezione dei rulli accessibili senza smontare le protezioni.
- Guide a sgancio rapido e percorso di filettatura standardizzato per ridurre la varianza dell'operatore.
Nella produzione ad alto mix, a Livellatrice idraulica di precisione che salva anche 5–10 minuti per cambio possono superare piccole differenze nella capacità teorica di livellamento.
Affidabilità del sistema idraulico: pulizia e temperatura dell'olio sono gli elementi tecnici più silenziosi
Molti reclami di “precisione” sono in realtà problemi di stabilità idraulica: l’olio contaminato aumenta lo stick-slip della valvola e la deriva termica cambia la viscosità, che modifica la risposta. Gli acquirenti all'ingrosso dovrebbero trattare l'idraulica come un sistema di processo, non solo come una fonte di energia.
Specifiche di manutenzione che vale la pena scrivere nel tuo piano di assistenza
- Obiettivo di filtrazione e monitoraggio: specificare un obiettivo di pulizia dell'olio (comunemente circa ISO 4406 18/16/13 o meglio, a seconda della classe della valvola).
- Controllo della temperatura: garantire che la capacità dello scambiatore di calore corrisponda al ciclo di lavoro; tenere traccia della temperatura dell'olio negli allarmi dell'HMI.
- Piano del ciclo di vita di guarnizioni e tubi flessibili per impianti a funzionamento continuo (lo stoccaggio di ricambi critici previene fermi di più giorni).
Se acquisti su larga scala, ti consigliamo di prevedere nel budget una piccola routine pianificata di “salute idraulica”; protegge sia la precisione che i tempi di attività con un costo minimo.
Test di accettazione FAT/SAT: come convalidare le prestazioni con il proprio materiale
I test di accettazione in fabbrica (FAT) e i test di accettazione in sito (SAT) hanno esito positivo quando il materiale di prova rappresenta la vera condizione in entrata: intervallo di resistenza allo snervamento, distribuzione dello spessore e difetti di forma a monte. Per gli acquirenti all'ingrosso, l'accettazione dovrebbe dimostrare la stabilità attraverso le variazioni, non la perfezione su un coupon.
Un piano di test ad alto segnale
- Testare almeno tre bobine/fogli che coprano il vostro reale intervallo di spessore e resistenza (includere una bobina "cattivo attore").
- Misurare la planarità prima e dopo, e anche dopo una fase a valle (modello di taglio laser o prova di stampaggio) per verificare il comportamento di rilascio dello stress.
- Verifica il richiamo della ricetta: salva le impostazioni, spegni e riaccendi, quindi riproduci i risultati entro una fascia di tolleranza definita.
Un criterio di accettazione favorevole all'acquirente è: planarità stabile più comportamento a valle stabile, con ripetibilità come metrica decisiva.
Dati, tracciabilità e predisposizione alla "linea intelligente": cosa acquisire dal primo giorno
Poiché il livellamento diventa un fattore critico di qualità, gli acquirenti di prodotti sfusi hanno sempre più bisogno di tracciabilità: quale ricetta, quale azione dell'operatore, quale bobina e come apparivano le forze di livellamento. In questo modo è possibile correlare le impostazioni di livellamento agli scarti, alle rilavorazioni e ai resi dei clienti.
Set di dati minimo che consente il miglioramento continuo
- Revisione ID ricetta, spessore/larghezza/pendenza, velocità della linea e punti chiave di gioco/forza tra i rulli.
- Storico allarmi con timestamp (temperatura idraulica, anomalie di pressione, guasti ai sensori).
- Fattori OEE: tempo di attività, tempo di cambio formato, resa al primo passaggio per criteri di planarità/stress.
Quando la stazione di livellamento è integrata in una linea di produzione, l'acquisizione dei segnali giusti trasforma una livellatrice a rulli idraulica da una "scatola nera" in un processo di qualità controllabile.
Contattaci
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Copyright © 2025 di Suzhou JingShi Intelligent Equipment Co., Ltd. Tutti i diritti riservati. Fornitori di livellatrici a rulli personalizzate
