JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Perché il livellamento della lamiera è importante: il costo nascosto delle parti non piatte
Un foglio di acciaio calibro 14 di 4×8 piedi esce dal laser cutter con un'onda sul bordo di 2 mm. Senza livellamento, i dispositivi di saldatura a valle rifiutano il 15% dei pezzi. Questo tasso di scarto non è ipotetico: è la media riportata dalle officine di fabbricazione che operano senza un metodo sistematico di livellamento della lamiera.
Il taglio laser, il taglio plasma e persino la cesoiatura introducono tensioni interne creando intensi gradienti termici. La zona influenzata dal calore può bloccare sollecitazioni di trazione che, una volta rilasciate, causano l'incurvamento, la torsione o l'increspatura della parte. Il risultato è una parte che non si adatta alle maschere, non si salda in modo pulito e fa perdere tempo alla configurazione con il raddrizzamento manuale.
Il livellamento non è solo una questione di planarità. Ripristina lo stato di stress interno del materiale. Un corretto livellamento meccanico può ridurre lo stress residuo dell'80–90% , secondo gli studi di riduzione dello stress citati dai principali produttori di apparecchiature di livellamento. Le parti che escono da una livellatrice entrano direttamente nella formatura o nell'assemblaggio con meno scarti. Le officine che implementano il livellamento sistematico spesso riducono i costi di rilavorazione del 20-30% entro il primo anno.
Ma non tutti i metodi di livellamento forniscono lo stesso risultato. Scegliere il metodo sbagliato per lo spessore del materiale, il volume di produzione o la tolleranza di planarità può essere costoso quanto non fare nulla. Il resto di questo articolo quantifica le differenze.
Spiegazione dei 5 metodi principali di livellamento della lamiera
Cinque approcci fondamentali coprono quasi tutti gli scenari di livellamento della lamiera. Ciascuno funziona secondo un principio fisico diverso e i loro punti deboli differiscono notevolmente in termini di capacità di spessore, velocità e costo di capitale. La tabella seguente fornisce un confronto diretto.
| Metodo | Come funziona | Intervallo di spessore del materiale | Tolleranza tipica di planarità (mm/m) | Velocità di elaborazione | Intervallo di costo dell'attrezzatura (USD) |
|---|---|---|---|---|---|
| Raddrizzamento manuale con martello e fiamma | L'operatore esperto utilizza un martello o una torcia riscaldante localizzata per piegare le aree di distorsione. Il raddrizzamento della fiamma si basa sull'espansione e sulla contrazione termica controllata. | 0,5–50 mm (qualsiasi spessore, spesso per pezzi unici) | 0,5–2,0 | Da minuti a ore per parte | $ 500 - $ 5.000 (strumenti, ad alta intensità di manodopera) |
| Pressa raddrizzatrice (idraulica/meccanica) | Una pressa idraulica o a vite applica la forza in punti specifici utilizzando blocchi a V o matrici per piegare la parte opposta all'ordito. | 1–30 mm (comunemente piastre spesse e parti sagomate) | 0,3–1,5 | 30 secondi – 2 minuti per parte | $ 10.000 – $ 100.000 |
| Livellamento del rullo (multi-rotolo) | Il foglio passa attraverso una serie di rulli superiori ed inferiori alternati che piegano progressivamente il materiale. La flessione elasto-plastica ripetuta riduce le tensioni interne e le ondulazioni. | 0,5–25 mm (macchine speciali fino a 50 mm) | 0,2–0,5 | 5–30 metri/min | $ 50.000 – $ 500.000 |
| Livellamento della tensione (livellamento dello stretching) | Il materiale viene bloccato su entrambe le estremità e allungato con una deformazione dell'1–3%, superando uniformemente il punto di snervamento. Ciò elimina le onde dei bordi e la fibbia centrale senza contatto con la superficie. | 0,3–6 mm (alluminio, acciaio inossidabile, nastro sottile) | 0,1–0,3 | Ciclo batch: 15–45 secondi per foglio | $ 80.000 – $ 400.000 |
| Stiratura termica/a fiamma (come unico metodo di produzione) | Il riscaldamento di aree specifiche a 600–800°C e il raffreddamento controllato induce una contrazione prevedibile per correggere la forma. Spesso utilizzato per acciaio strutturale pesante. | >15 mm fino a 100 mm | 0,5–3,0 | Molto lento; cicli di riscaldamento multipli | $ 2.000 – $ 20.000 (torce, supporti) |
La tabella lo chiarisce: se si lavorano volumi elevati di fogli da 0,5 mm a 6 mm, il livellamento a rulli offre una produttività senza pari. Per le officine di spessore misto con lamiere spesse e volumi bassi, un metodo con pressa o fiamma può essere più pratico. Il livellamento della tensione eccelle sui metalli teneri dove i danneggiamenti superficiali sono inaccettabili.
Livellamento a rulli e livellamento di precisione idraulico: un confronto affiancato
All'interno della categoria livellatrici a rulli esiste un'importante suddivisione: livellatrici a rulli motorizzate convenzionali e livellatrici di precisione servocomandate idrauliche. Quest'ultimo utilizza cilindri idraulici controllati individualmente per regolare le posizioni dei rulli con incrementi di micron, consentendo la compensazione adattiva della corona e il controllo attivo della deflessione del rullo di lavoro.
Questa differenza è particolarmente importante quando è necessario mantenere la planarità al di sotto di 0,2 mm/m o quando si lavorano materiali con un'ampia gamma di spessori nello stesso lotto. La tabella seguente evidenzia le principali differenze tecniche.
| Parametro | Livellatrice a rulli convenzionale | Livellatore idraulico di precisione |
|---|---|---|
| Diametro del rotolo (tipico) | 50–150 mm | 40–120 mm con rulli di supporto |
| Numero di rotoli | 5–13 (in alto e in basso) | 9–21 (superiore e inferiore, con supporto intermedio) |
| Precisione della regolazione del rotolo | 0,05–0,1 mm (meccanico) | 0,01 mm (servoidraulico) |
| Forza di livellamento massima | Tipicamente 200-800 tonnellate | Fino a 2.000 tonnellate |
| La migliore gamma di spessori | 0,5–6 mm (comune); si estende fino a 25 mm con design ad alta forza | 0,5–3 mm per serie a lastra sottile ; 10–40 mm per i modelli a piastra pesante |
| Capacità di planarità (mm/m) | 0,3–0,8 | 0,05–0,2 |
| Investimento tipico | $ 50.000 – $ 200.000 | $ 150.000 – $ 500.000 |
Il costo aggiuntivo per la precisione idraulica deriva dal servocomando e dal supporto del rullo aggiuntivo. Ma il risultato è reale: un produttore di lamiere pesanti che lavora acciaio HSLA da 15 mm ha registrato una riduzione del 40% nella raddrizzatura post-saldatura dopo essere passato a una livellatrice idraulica con controllo adattivo dello spazio.
Come selezionare il giusto metodo di livellamento: un quadro decisionale in 4 fasi
Invece di memorizzare ogni specifica, utilizza questo quadro strutturato in quattro passaggi. Passa dai requisiti fisici ai vincoli di budget, aiutandoti a selezionare rapidamente i metodi.
- Definisci il tuo involucro materiale. Determina lo spessore massimo e minimo, il limite di snervamento e la larghezza da lavorare. Lo spessore determina la forza richiesta; la forza e la larghezza del materiale moltiplicano quella forza. Per l'acciaio dolce fino a 3 mm può essere sufficiente una livellatrice a rullo leggera o una livellatrice a tensione. Per lamiere in lega superiori a 20 mm è necessaria una pressa o una rulliera idraulica pesante.
- Calcolare la forza di livellamento richiesta. Utilizzare l'approssimazione: Forza di livellamento (tonnellate) = (Carico di snervamento del materiale MPa × Larghezza mm × Spessore² mm) / (Passo del rullo mm × costante). Quando la forza supera le 400 tonnellate, un design a rulli convenzionale potrebbe essere al limite; diventano necessarie macchine idrauliche.
- Abbina la dimensione del batch al livello di automazione. Per meno di 50 pezzi al giorno, può essere adeguata la martellatura manuale o una semplice pressa. Per centinaia di fogli è giustificata una livellatrice a rulli motorizzata con inserimento automatico dello spessore. Le linee completamente alimentate da coil che funzionano a 20 m/min richiedono l'integrazione con avvolgitori e alimentatori, come illustrato nella sezione di automazione di seguito.
- Allineare la precisione con il limite del metodo. Se il processo a valle richiede una planarità di 0,1 mm/m (ad esempio, maschere di saldatura di precisione), il livellamento della tensione o il livellamento idraulico del servorullo sono le uniche scelte praticabili. Il solo livellamento dei rulli può raggiungere al massimo 0,3 mm/m, il che va bene per la fabbricazione generale ma insufficiente per i pannelli di superficie di Classe A.
Questi quattro passaggi eliminano le congetture. Dopo aver ristretto le opzioni, richiedi campioni di planarità ai fornitori di apparecchiature utilizzando il tuo stock di materiale. Una prova di 10 minuti su a livellatrice idraulica può convalidare le tolleranze che ci si può aspettare nella produzione.

Difetti comuni di livellamento e come risolverli
Anche un metodo di livellamento ben scelto può produrre fogli distorti se i parametri variano. Riconoscere il modello del difetto è il primo passo verso la correzione.
| Difetto | Causa tipica | Soluzione |
|---|---|---|
| Onda sul bordo (bordi lunghi increspati) | Spazio tra i rotoli troppo stretto ai bordi; piegatura eccessiva sui lati della striscia | Arretrare i rulli di supporto del bordo o regolare la corona per ridurre la pressione sul bordo. Sui tensionatori aumentare leggermente la percentuale di allungamento. |
| Fibbia centrale | Spazio tra i rulli troppo stretto al centro; piegatura eccessiva al centro del foglio | Aumentare lo spazio tra i rulli centrali regolando le inclinazioni dei singoli rulli. Verificare che i rulli di lavoro non siano usurati al centro. |
| Twist (angoli opposti sollevati) | Guide di ingresso disallineate; spazi irregolari tra i rotoli a sinistra e a destra | Squadrare le guide di ingresso e livellare la macchina. Controllare il parallelismo del set di rulli superiore e inferiore. |
| Camber (curvatura lungo la lunghezza) | Sollecitazioni sui bordi disuguali dovute al set di bobine o al modello di sollecitazione residua | Aumentare la pressione di presa in entrata e ridurre l'angolo della linea di passaggio. Nel livellamento della tensione, applicare un ulteriore allungamento trasversale. |
| Segni o rientranze sulla superficie | Danni alla superficie del rullo o pressione eccessiva sui metalli teneri | Lucidare o sostituire i rotoli danneggiati; utilizzare una pellicola protettiva o passare al livellamento della tensione per alluminio e acciaio inossidabile. |
Le moderne livellatrici idrauliche con controllo della posizione a circuito chiuso riducono questi problemi mantenendo uno spazio uniforme nonostante le diverse proprietà dei materiali. Tuttavia, gli operatori dovrebbero ispezionare il primo foglio di ogni lotto con una riga e uno spessimetro: un controllo di due minuti che evita ore di rilavorazione.
Integrazione del livellamento nelle linee di produzione automatizzate
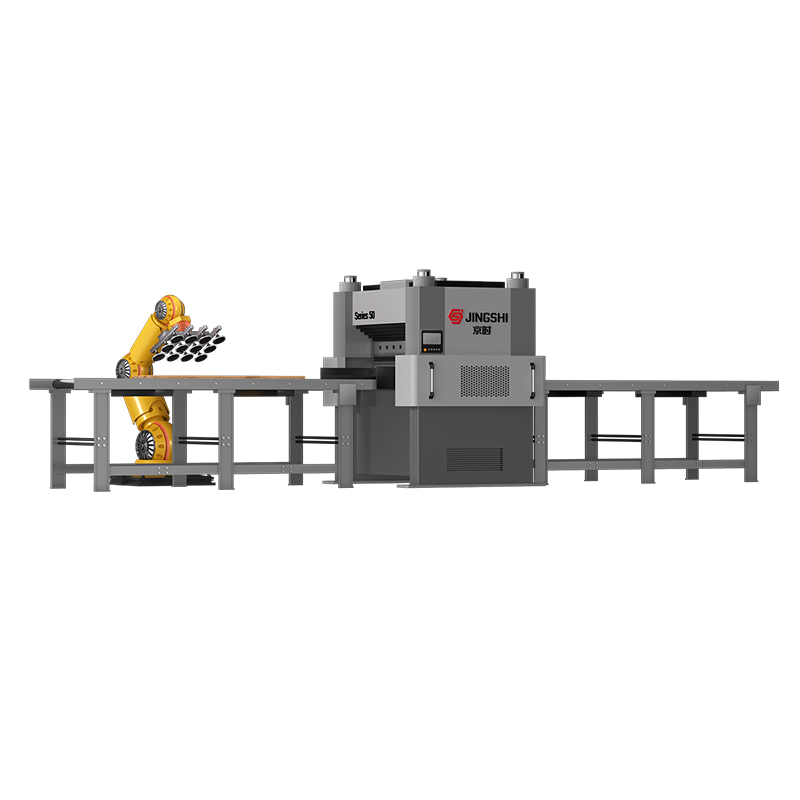
Il livellamento autonomo risolve i problemi a livello parziale, ma la vera efficienza deriva dall'integrazione del livellamento direttamente nella linea di produzione. Un sistema di taglio o stampaggio laser alimentato da bobina che include il livellamento in linea elimina fasi di movimentazione separate e consente al materiale di fluire senza accumulare stress interno.
Ad esempio, una linea di svolgitura-livellamento-tranciatura svolge la bobina principale, livella la striscia con una cassetta multi-rotolo e la alimenta a una testa di taglio laser che funziona fino a 20 m/min. Il pezzo grezzo raddrizzato entra nella zona di taglio già piatto, in modo che il laser possa tagliare con una messa a fuoco costante. Sistemi come il linea di tranciatura laser livellatrice svolgitrice integrare tutte e tre le funzioni in un'unica piattaforma di controllo.

In una cella di stampaggio, un sistema di alimentazione servo 3 in 1 svolge, livella e alimenta il nastro direttamente nella pressa. Ciò elimina l'alimentazione manuale dei fogli e garantisce che ogni parte stampata inizi da un pezzo grezzo piatto e sottoposto a stress. Le officine che hanno adottato linee di svolgimento-raddrizzamento-alimentatore ad alta velocità riferiscono di tassi di scarto di stampaggio inferiori allo 0,5% su parti che in precedenza generavano scarti del 3% a causa di pezzi grezzi ondulati.
Dopo il livellamento, la gestione è altrettanto importante. L'utilizzo di ventose con ventose a contatto morbido impedisce la reintroduzione di segni di piegatura sulle lastre appena livellate. Un sistema di sollevamento a vuoto adattato alla lamiera può spostare pezzi livellati senza ganci o catene che li deformerebbero.