JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Il livellamento della lamiera è un passaggio fondamentale nella moderna fabbricazione dei metalli. Prima che qualsiasi operazione di taglio, piegatura, saldatura o stampaggio possa fornire risultati coerenti, la materia prima deve essere veramente piatta, non solo visivamente piatta, ma priva di tensioni e dimensionalmente stabile. La scelta del metodo di livellamento sbagliato porta a parti scartate, rilavorazioni e errori del processo a valle. Questa guida copre tutti i principali metodi di livellamento della lamiera, spiega la fisica alla base di ciascuno e fornisce un quadro pratico per selezionare l'approccio giusto in base ai requisiti di materiale, volume e precisione.
Perché la lamiera richiede il livellamento
La lamiera lascia lo stabilimento sotto forma di bobina. Durante l'avvolgimento, la superficie esterna si allunga mentre quella interna si comprime, bloccando le tensioni opposte nella struttura dei grani del materiale. Quando i centri di servizio srotolano, raddrizzano e tagliano la lamiera a misura, queste sollecitazioni non scompaiono del tutto: rimangono intrappolate all'interno di quello che sembra essere un pezzo di metallo piatto.
Il problema diventa visibile nel momento in cui viene applicato un processo di taglio termico come il taglio laser o plasma. Il calore rilascia le tensioni bloccate e le parti si deformano, si piegano o sviluppano onde sui bordi e al centro. La stessa distorsione si verifica dopo la perforazione o la tranciatura fine. Anche le parti tagliate meccanicamente presentano uno stress residuo che distorce la geometria durante la successiva formatura o saldatura.
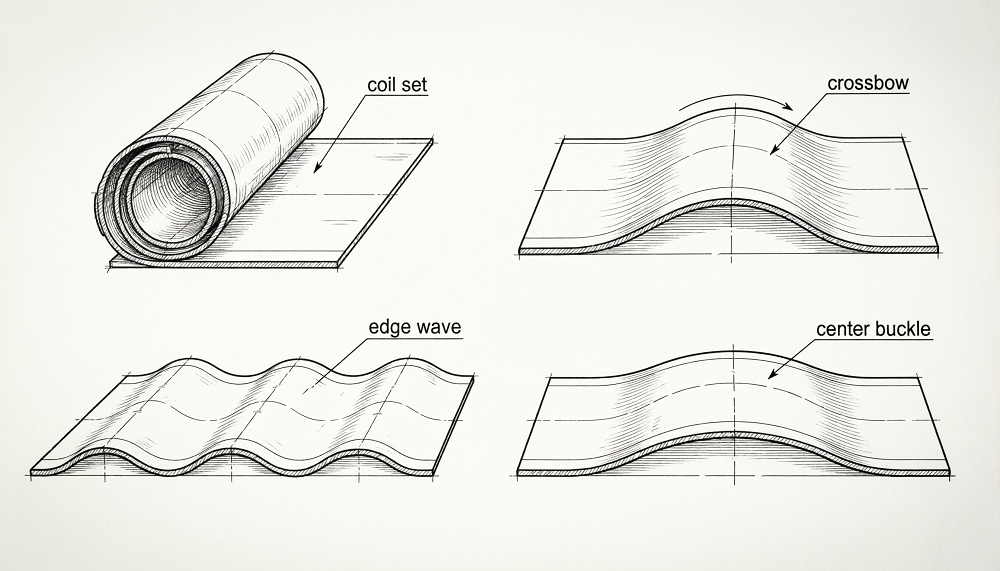
I comuni difetti di planarità che il livellamento deve risolvere includono:
- Insieme della bobina: un arco longitudinale che segue la direzione di avvolgimento, più severo verso il nucleo della bobina.
- Balestra: un arco trasversale perpendicolare alla direzione di rotolamento, con il centro sollevato sopra i bordi.
- Onda di bordo: bordi ondulati causati dalla sollecitazione di compressione nelle zone marginali rispetto al centro.
- Fibbia centrale: deformazione localizzata al centro della lamiera dove il centro è più lungo dei bordi.
- Torsione: distorsione diagonale sulla superficie del pezzo, spesso introdotta durante il taglio o la movimentazione asimmetrica.
Ogni tipo di difetto ha un profilo di stress diverso e quindi risponde in modo diverso a ciascun metodo di livellamento. Comprensione standard di planarità della lamiera prima di selezionare un processo di livellamento consente di definire un criterio di accettazione misurabile ed evitare controversie al momento della messa in servizio.
Livellamento con martello e fiamma
Il livellamento a martello è il metodo più antico di livellamento della lamiera e rimane in uso anche oggi per situazioni specifiche in cui il livellamento della macchina non è pratico. Un operatore esperto colpisce la lastra con un martello secondo uno schema deliberato, allungando le zone compresse e alleviando le concentrazioni di stress locali. Il livellamento della fiamma funziona secondo un principio correlato: una torcia riscalda un'area localizzata, provocando la dilatazione termica; quando la zona si raffredda e si contrae, attira il materiale circostante verso il punto riscaldato, correggendo l'incurvamento locale.
Entrambi i metodi richiedono competenze significative. I risultati dipendono direttamente dalla capacità dell'operatore di leggere la parte, giudicare la distribuzione dello stress e applicare la giusta energia nella giusta sequenza. Non esistono due operatori che producano risultati identici e nessuna singola parte può essere riprodotta con certezza. Il livellamento di un singolo pezzo può richiedere da 30 minuti a diverse ore, a seconda della gravità della distorsione e della complessità della parte.

Quando il livellamento con martello e fiamma ha senso
- Strutture o saldature già assemblate che non possono passare attraverso una macchina a rulli.
- Volumi di produzione molto piccoli dove il costo di installazione della macchina non è giustificato.
- Parti di forma personalizzata o irregolari che le guide della macchina non possono accogliere.
- Correzione in loco di componenti finiti in cui la tolleranza dimensionale è moderata.
Per gli ambienti di produzione in cui sono importanti la produttività, la ripetibilità o le tolleranze di planarità di precisione, il livellamento con martello e fiamma non è adatto. Il fattore umano rende impossibile garantire risultati coerenti in un lotto.
Pressa e Stiratura Pressa Livellante
Una pressa raddrizzatrice supporta il foglio o lastra in due punti e applica una matrice di formatura per premere il materiale in piano tra tali punti di supporto. Il processo mira a punti specifici della parte in cui è concentrata la distorsione. In genere sono necessari più cicli di stampa prima che la parte raggiunga una planarità accettabile, poiché ogni corsa di stampa corregge un'area introducendo potenzialmente stress nelle zone adiacenti.
Alcuni produttori utilizzano le presse piegatrici come livellatori improvvisati, il che è fattibile per correggere una singola deformazione visibile ma non affronta lo stress interno distribuito. Una pressa per raddrizzatura dedicata fornisce un controllo migliore rispetto a una pressa piegatrice riproposta per il livellamento, ma non può ancora eguagliare la produttività o la profondità di distensione di un sistema a rulli.
Normalmente è necessario livellare un singolo pezzo su una pressa stiratrice fino a 60 minuti e richiede uno specialista esperto per interpretare il comportamento della parte tra i colpi. Il metodo diventa più pratico per lamiere di spessore superiore a 50 mm, dove i livellatori a rulli potrebbero non avere la capacità meccanica, e per la produzione in volumi ridotti dove l'investimento in macchinari non è giustificato.
Limitazioni da considerare
- Non è possibile affrontare lo stress interno distribuito: solo difetti geometrici visibili in punti discreti.
- Il rischio di ritorno elastico richiede cicli di pressatura ripetuti e tempi di ciclo prolungati.
- Si basa fortemente sul giudizio dell'operatore, rendendo variabile la ripetibilità tra gli operatori.
- Non adatto per lamiere sottili: un'elevata concentrazione locale del carico rischia di danneggiare la superficie o lasciare segni permanenti.
Livellatura dei rulli: dalle semplici piastre ai sistemi di precisione
Il livellamento a rulli è il metodo di livellamento della lamiera industriale più utilizzato. Il foglio passa attraverso una serie di rulli sfalsati che lo sottopongono a pieghe alternate di ampiezza progressivamente decrescente. Questa deformazione elastico-plastica ripetuta ridistribuisce le tensioni interne attraverso la sezione trasversale e spinge il materiale verso uno stato piatto uniforme e distensione.
La fisica di base segue un'onda sinusoidale decrescente: l'estremità di ingresso applica lo spostamento di flessione maggiore e ciascuna coppia di rulli successiva riduce lo spostamento finché il materiale non esce in uno stato di sollecitazione quasi neutro. L’efficacia del processo dipende da tre variabili correlate: diametro del rullo, passo del rullo (spaziatura da centro a centro) e profondità di pressatura (penetrazione) .
Livellatrici a rulli semplici (raddrizzatrici)
Le piastre semplici utilizzano un minimo di sette rulli con diametri relativamente grandi e ampia spaziatura. Gestiscono lastre più spesse e una gamma di spessori limitata. Poiché i rulli non sono supportati attivamente contro la flessione sotto carico, si piegano sotto pressione, producendo una flessione irregolare su tutta la larghezza del foglio. I risultati di planarità sono adeguati per applicazioni strutturali generali ma insufficienti per la produzione di precisione. Spesso sono necessari più passaggi attraverso la macchina e il processo dipende ancora dall'esperienza dell'operatore per impostare correttamente i rulli.
Livellatrici multirullo di precisione
I livellatori di precisione aggiungono rulli intermedi e di supporto dietro i rulli di lavoro per evitare la flessione sotto carico. Ciò consente diametri dei rulli di lavoro più piccoli e un passo più stretto, che aumenta il numero di cicli di piegatura per unità di lunghezza della lamiera e migliora la capacità della macchina di correggere difetti a onde corte come onde sui bordi e inarcamenti centrali. I sistemi di precisione possono raggiungere valori di planarità pari a 0,1 mm/m o migliore — un requisito per lame di seghe, componenti per stampaggio di precisione e assemblaggi di lamiere con tolleranza fine.
Rispetto ai metodi manuali, il livellamento a rulli riduce drasticamente il tempo di ciclo. Una parte che richiede 10 minuti di livellamento manuale con pressa piegatrice o martello può essere lavorata in meno di un minuto su una livellatrice a rulli di precisione, il che si traduce in una riduzione misurabile dei costi nelle operazioni ad alto volume.
Macchina arrotolatrice (sistemi a tre rulli)
La configurazione più semplice a rulli utilizza tre rulli sfalsati. Il foglio si piega attorno ai rulli mentre passa e il processo viene ripetuto finché la planarità non diventa accettabile. Questo approccio è efficace solo per le parti con difetti di planarità semplici e uniformi. Non affronta lo stress interno e richiede ripetizioni multiple per qualsiasi materiale con distorsione significativa. È più adatto per le officine che gestiscono correzioni di leggera flessione a basso volume.
Livellamento della tensione
Il livellamento della tensione allunga il foglio longitudinalmente tirandolo tra due bobine di tensione finché la sollecitazione applicata non supera il limite di snervamento del materiale. Poiché il foglio cede in modo uniforme lungo la sua sezione trasversale, la differenza di stress tra le zone precedentemente compresse e tese collassa e il materiale esce in uno stato piatto, con basse tensioni residue.
Molti sistemi industriali di tensionamento e livellamento combinano la piegatura a rulli con il tensionamento in un approccio ibrido: la lastra passa prima attraverso i rulli di piegatura per ridistribuire lo stress generale, quindi viene sottoposta a tensionamento per ottenere planarità finale e uniformità di spessore. Questa combinazione è particolarmente efficace per gli acciai ad alta resistenza e i materiali molto sottili in cui i sistemi a solo rullo faticano ad applicare una flessione sufficiente senza danni da contatto superficiale.
Le migliori applicazioni per il livellamento della tensione
- Fogli e fogli molto sottili dove i piccoli diametri dei rulli segnano ancora la superficie.
- Qualità di acciaio ad alta resistenza con rapporti snervamento/resistenza prossimi a 1,0, difficili da piegare senza sollecitazioni eccessive.
- Linee di lavorazione coil in cui il materiale scorre in continuo e il controllo della tensione è già parte dell'architettura della linea.
- Applicazioni in cui l'uniformità dello spessore su tutta la larghezza è fondamentale quanto la planarità.
Lo svantaggio è la complessità e il costo del capitale. Il livellamento della tensione richiede un controllo preciso delle bobine di tensione e un'attenta calibrazione per evitare di introdurre nuove sollecitazioni longitudinali derivanti da una trazione irregolare. È meno pratico per il livellamento pezzo per pezzo dopo il taglio e viene utilizzato principalmente negli ambienti di lavorazione dei coil.
Laminazione a caldo e laminazione a freddo livellatrice
Il livellamento a freddo fa passare la lamiera attraverso i rulli a temperatura ambiente o prossima, applicando un'elevata pressione che deforma plasticamente il materiale. Questo metodo non solo corregge la planarità, ma migliora la finitura superficiale e aumenta le proprietà meccaniche: sia la durezza che la resistenza alla trazione aumentano a causa dell'incrudimento. È appropriato quando la qualità della superficie è un requisito primario, come per i pannelli grezzi della carrozzeria automobilistica o i substrati di ingegneria di precisione. La limitazione è che la laminazione a freddo è limitata agli spessori più sottili; piastre molto spesse richiedono una forza eccessiva e l'effetto di incrudimento può ridurre la duttilità al punto da compromettere la formatura a valle.
Il livellamento con laminazione a caldo riscalda la lamiera al di sopra della sua temperatura di ricristallizzazione prima di passarla attraverso i rulli livellatori. La temperatura elevata riduce il carico di snervamento e aumenta la duttilità, rendendo le piastre spesse molto più facili da deformare. Il caldo accelera anche il sollievo dallo stress. Questo approccio è standard nella lavorazione primaria dell'acciaio e nella produzione di lamiere per la costruzione navale. Il costo energetico del riscaldamento è il principale svantaggio operativo e il trattamento termico può alterare la microstruttura del materiale in modi che richiedono una verifica post-processo per applicazioni sensibili alle specifiche.
Livellamento idraulico di precisione: il moderno standard industriale
Il livellamento idraulico di precisione rappresenta l’attuale stato dell’arte nel livellamento della lamiera per ambienti produttivi. A differenza dei livellatori meccanici a rulli in cui la forza di pressione è fissata mediante regolazione a vite, a livellatrice idraulica utilizza cilindri idraulici a circuito chiuso per controllare dinamicamente la forza di pressatura e la distanza tra i rulli su tutta la larghezza del foglio. Ciò consente al sistema di mantenere un'energia di piegatura costante anche quando lo spessore del materiale, il carico di snervamento o la temperatura variano all'interno di un lotto di produzione.

Il principio di funzionamento rimane quello alternato di flessione elasto-plastica, ma la precisione dell'azionamento idraulico sblocca capacità che i sistemi meccanici non possono eguagliare:
- Ampia gamma di materiali: I sistemi idraulici possono lavorare materiali da un foglio di rame ultrasottile da 0,1 mm a una piastra spessa in lega speciale da 60 mm all'interno di un'unica famiglia di macchine, passando da uno all'altro tramite ricette memorizzate.
- Controllo attivo della corona: i rulli di supporto dietro i rulli di lavoro sono regolati idraulicamente zona per zona, compensando la deflessione dei rulli sotto carico e garantendo una flessione uniforme su fogli larghi, fondamentale per eliminare simultaneamente le onde dei bordi e le inarcature centrali.
- Funzionamento ripetibile basato su ricette: i parametri specifici del materiale (forza, penetrazione, velocità) vengono memorizzati e richiamati automaticamente, eliminando la variazione di configurazione dipendente dall'operatore durante i turni.
- Movimentazione materiali perforati e trattati termicamente: Il controllo avanzato della pressione dei rulli zona per zona consente un allungamento selettivo su tutta la larghezza, consentendo di livellare materiali che sconfiggono i sistemi più semplici: lamiere perforate, pezzi grezzi post-trattati e piastre ad alta resistenza alla trazione.
La differenziazione chiave tra i progetti di livellatrici idrauliche risiede nell'architettura di controllo. Il controllo della sola pressione idraulica non equivale al controllo a circuito chiuso della posizione del rullo o della forza del cilindro. Il feedback di posizione e forza, tramite scale lineari e celle di carico, è ciò che consente la ripetibilità quotidiana a fronte della deriva della temperatura dell'olio, della variazione della risposta della valvola e dell'usura graduale dei componenti. Le macchine che si basano esclusivamente sul controllo della pressione produrranno risultati coerenti solo all’interno di una fascia operativa ristretta.
Per le operazioni di produzione di massa di componenti automobilistici, lamiere di precisione, parti di ascensori, lame di seghe e custodie elettroniche, il livellamento idraulico di precisione è il metodo che rende realizzabili e verificabili le garanzie di planarità a livello di produzione. Esplora l'intera gamma di applicazioni industriali dove il livellamento di precisione offre un miglioramento misurabile del processo.
Livellamento della barella
Il livellamento della barella utilizza pinze idrauliche per afferrare il foglio su entrambe le estremità e tirarlo in più direzioni contemporaneamente fino a quando le tensioni interne non vengono equalizzate attraverso un cedimento uniforme su tutta la sezione trasversale. A differenza del tensionamento nelle linee di lavorazione dei coil, il livellamento del tenditore opera su singoli fogli o piastre tagliate ed è progettato per materiali in cui i gradienti di sollecitazione longitudinale e trasversale necessitano entrambi di correzione in un'unica operazione.
Il metodo raggiunge un'eccellente planarità e distensione delle tensioni residue, ma è più lento del rullo continuo o del livellamento a tensione ed è più adatto per applicazioni di alto valore e a basso volume come lamiere aerospaziali, grezzi strutturali spessi o fogli di leghe speciali in cui il costo delle parti giustifica il tempo di ciclo più lungo. Richiede un'attenta calibrazione: un allungamento insufficiente lascia stress residuo; l'eccessivo allungamento altera permanentemente dimensioni e proprietà meccaniche.
Come scegliere il giusto metodo di livellamento della lamiera
Il metodo di livellamento corretto è determinato da una combinazione di proprietà del materiale, volume di produzione, requisiti di planarità e geometria della parte. La tabella seguente riassume i principali criteri di selezione di tutti i principali metodi.
| Metodo | Intervallo di spessore | Idoneità al volume | Qualità di planarità | Sollievo dallo stress | Caso d'uso tipico |
|---|---|---|---|---|---|
| Martello/Fiamma | Qualunque | 1–5 pezzi | Basso/Variabile | Parziale (solo locale) | Saldature, riparazioni in loco |
| Pressa stirante | > 50 mm tipico | Piccolo lotto | Moderato | Parziale (correzione puntuale) | Piastra spessa, deformazione visibile |
| Livellatore a rulli semplice | Medio–spesso | Medio | Moderato | Limitato | Piastra strutturale generale |
| Livellatore a rulli di precisione | Medio-sottile | Alto | Alto (≤ 0.5 mm/m) | Bene | Stampaggio, preparazione al taglio laser |
| Livellamento della tensione | Molto sottile – alta resistenza | Alto (coil line) | Molto alto | Eccellente | AHSS, lamina, lavorazione coil |
| Livellamento con laminazione a freddo | Sottile | Alto | Molto alto | Bene | Pannelli di carrozzeria automobilistica, parti di precisione |
| Livellamento a caldo | Piatto spesso | Alto (mill-scale) | Moderato–high | Bene | Acciaio strutturale, lamiera per costruzioni navali |
| Livellamento idraulico di precisione | 0,1 mm – 60 mm | Alto | Molto alto (≤ 0.1 mm/m) | Eccellente | Produzione di precisione, produzione di materiali misti |
| Livellamento della barella | Medio–spesso | Medio-basso | Molto alto | Eccellente | Piastra aerospaziale, leghe speciali |
Logica pratica di selezione
Inizia con il tuo materiale. Se si lavora un'ampia gamma di leghe e spessori in un unico impianto, il livellamento idraulico di precisione è l'unico metodo in grado di gestire l'intero spettro con coerenza basata sulla ricetta. Se la tua attività è limitata a una singola famiglia di materiali ad alto volume, una livellatrice a rulli di precisione ottimizzata per quella finestra potrebbe essere più conveniente. Per lamine molto sottili o acciaio avanzato ad alta resistenza in una linea di bobine continua, il livellamento della tensione offre i risultati più uniformi. Per correzioni occasionali di lamiere spesse o rilavorazioni di saldature, una pressa o una pressa raddrizzatrice rimane la scelta pratica.
Quindi considera i tuoi processi a valle. Se la lamiera livellata verrà tagliata al laser, il livello di stress residuo dopo il livellamento conta tanto quanto la planarità geometrica: il taglio termico rilascerà qualsiasi stress rimasto. Se sarà stampato o formato con precisione, il requisito dominante è l'uniformità di planarità su tutta la larghezza. La definizione della sensibilità a valle prima di selezionare un metodo garantisce che la fase di livellamento risolva effettivamente il problema anziché semplicemente spostarlo.
Per un confronto più approfondito tra tecniche e configurazioni delle apparecchiature, la guida su tecniche di livellamento dei metalli copre ulteriori dettagli a livello di strumento per ciascun approccio.
Integrazione del livellamento in una linea di produzione completa
Nella moderna lavorazione della lamiera, il livellamento raramente funziona come una fase isolata. Il massimo ritorno sull'investimento nella livellatura si ottiene quando la livellatrice è integrata in una linea di produzione collegata, collegata all'aspo a monte, al sistema di taglio o stampaggio a valle e a un sistema di dati centrale che registra i parametri del materiale, le impostazioni della forza e i risultati di planarità per la tracciabilità.
La gestione dei materiali basata su ricette è il meccanismo pratico: quando cambia l'ID del materiale, il programma di livellamento cambia automaticamente, eliminando i tempi di impostazione manuale e il rischio di impostare parametri errati su una nuova lega o spessore. Il feedback dell'ispezione a valle, in cui il risultato di una misurazione della planarità viene utilizzato per perfezionare il ciclo di livellamento successivo, chiude il ciclo e consente un miglioramento continuo senza l'intervento dell'operatore.
Indipendentemente dal metodo di livellamento selezionato, l'integrità della superficie deve essere monitorata insieme alla planarità. La marcatura dei rulli, il ritiro da rulli contaminati e i micrograffi su leghe delicate come alluminio o rame sono cause di rigetto che compaiono dopo la livellatura, non durante la stessa. La disciplina della manutenzione (pulizia dei rulli, pulizia dell'olio, calibrazione del sensore e verifica periodica della geometria) è la pratica operativa che mantiene i risultati del livellamento coerenti nel tempo.
Per i produttori che valutano soluzioni di livellamento idraulico di precisione da integrare nelle loro linee di produzione, il panoramica dell'applicazione fornisce indicazioni sulla configurazione per settore e tipo di materiale.